
为了保持成功且盈利的组装工艺,必须提高一次通过率,以最大限度地降低成本,缩短组装时间并最大限度地提高可靠性。近年来,产品小型化不断挑战表面贴装组装工艺的设计和制造能力,并且一次通过率有可能比过去的生产更低。经过一次又一次地检查这些生产缺陷后,焊膏印刷工艺被认为是最主要的根源。本专栏分为两个部分,将研究与产品小型化相关的焊膏释放不充分缺陷,以及新的钢网技术如何减少这类缺陷。
与产品小型化相关的最大印刷挑战之一是焊膏释放。随着0201英制元器件成为主流,01005英制(0402公制)元器件的使用越来越多,03015公制元器件正在被引入新产品中;因此,从钢网非常小的开口释放焊膏的难度变得越来越大。显然,这一挑战涉及印刷工艺的几个方面。印刷机本身及其能够实现的对准精度,焊膏粉末尺寸和焊膏中采用的助焊剂技术,以及钢网都会影响到最终的焊膏沉积。在本专栏中,我将重点介绍目前在钢网制造过程中采用的新技术。
当客户下钢网订单时,制造过程的第一步是设计阶段。 PCB Gerber文件是用于钢网设计的主要数据类型。在某些情况下,客户在订购钢网时只会提供焊膏层。他们没有意识到的是,在创建焊膏层时,设计师没有标准。一些设计师使用外部铜层SMT焊盘一对一地创建焊膏层,并且一些设计师根据其设计标准对焊膏层添加减少量。如果仅使用钢网订单提交焊膏层,则钢网设计工程师不知道是否已进行了缩减,在某些情况下,可能会根据特定客户信息进行了额外的缩减。这种设计会导致焊膏不充分,并会增加第一次生产中的缺陷。
我总是建议客户至少提交外部铜层、阻焊层、丝网层以参考特定元器件,及焊膏层。这将为钢网设计工程师提供最佳设计所需的信息。在印刷过程中需要避免在接地盘中开导通孔,钢网设计中也会多次使用钻孔层,以防止焊料流失并减少空洞。是否能够了解SMT焊盘是掩模界定还是铜界定,以及掩模尺寸大多少,会对钢网开口的设计方式产生直接影响。在设计用于印刷新兴技术的钢网时,此信息非常重要。
在钢网设计阶段使用的实际Gerber编辑软件可能是钢网制造最关键的输入之一。新的软件技术使用固有的开口,如圆角矩形和菱形,本垒板形,反本垒板形,MELF形状,以及异形焊盘。他们可以准确地计算这些固有开口的面积和纵横比,并报告这些比率是否低于给定的阈值。设计挑战钢网印刷工艺的封装钢网时,这些新软件技术完成这些计算和报告的能力非常关键。该反馈允许设计工程师确定所需的箔厚度或者是否需要根据面积比设计台阶钢网。
此外,新技术软件包可以将开口组(D代码)识别为元器件。例如,围绕四方扁平无引线(QFN)封装周边的引线通常由两种不同的开口构成,并且中心焊盘是单独的开口。新的钢网设计技术允许工程师将QFN四周的引线和中心接地盘作为一种独特的元器件。 具体的减少量和/或形状可以应用于这个新的开口组合并保存在库中。
随后放置钢网顺序,该库可用于识别先前教导的开口组,并自动对这些开口应用预定的修改。该技术通过消除每次在钢网设计中使用这些元器件的需要而减少了人为错误。此外,如果客户遇到特定元器件的问题,则可以在库中更新一次设计,并且将更正该设计的所有未来事件。随着时间的推移,库变得成熟,钢网设计在板与板之间更加一致。这种一致性提高了组装客户的整体良率,提高了一次通过率。
SMT钢网的第二个最重要的输入是制造钢网的实际箔。在努力克服SMT组装小型化的挑战时,重要的是要确保钢网供应商评估新的箔技术,并提供最佳技术以最大限度地提高一次通过率。目前有几种不同类型的钢网箔材料,包括细晶粒不锈钢,电铸镍和标准不锈钢。
最近,我参与一个研究不同基础材料的项目,评估了它们对焊膏释放或转移率的影响。研究结果表明,与其他测试材料相比,特定的“细晶粒”不锈钢技术箔可以更好地释放焊膏,并且产生的变化较小(图1)。在该研究中,术语“细晶粒”定义为具有5微米或更小晶粒结构的材料。该研究还表明,并非所有的细晶粒材料都能产生相同的结果,用于制造实际箔的技术可以在膏体释放中起到一定的作用,特别是在新兴技术印刷中。
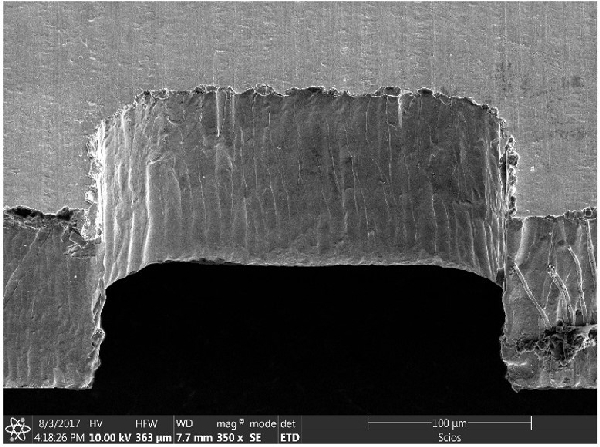
图1:表现最佳的箔
在该焊膏释放研究中,第二好的箔是电铸镍材料,其中的开口也是通过电铸工艺形成的(图2)。然而,当我们查看印刷结果的变异系数时,这种箔并未位于前三名(图3)。电铸工艺具有比激光切割工艺更宽的公差窗口,影响了整体印刷变异。对于大多数SMT钢网应用,激光切割的细晶粒钢网显示出最佳性能,当客户就最佳SMT钢网征求我的建议时,我通常会推荐激光切割细晶粒钢网。激光切割镍板等其他材料的性能不如性能最佳的细晶粒不锈钢合金。
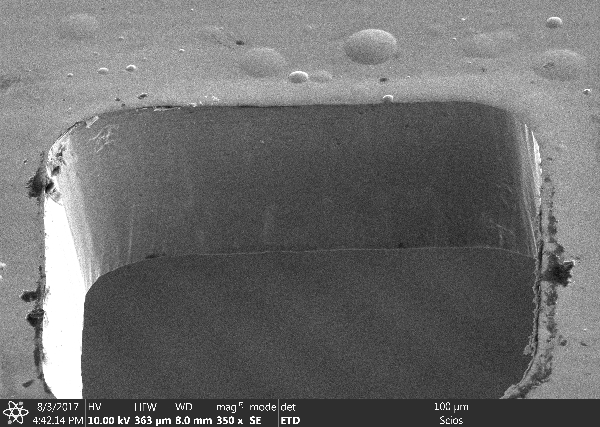
图2:电铸镍钢网开口
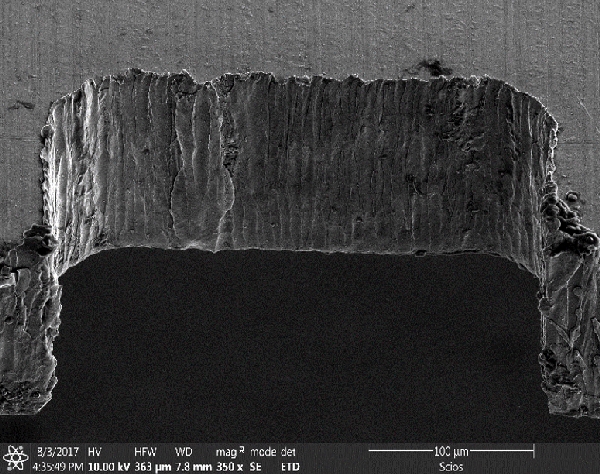
图3:性能最差的箔
虽然完整的电铸镍钢网在普通的4密耳SMT钢网应用中表现出更高的变异,但随着产品小型化的发展,这项技术将会非常重要。客户要求印刷模块完全采用新兴技术元器件,如0.3毫米间距底部端子元器件(BTC)和03015公制或类似元器件,要求非常薄的钢网。对于这些钢网印刷应用,使用1.5密耳至3密耳的薄箔来保持适当的面积比。对于这些应用,电铸工艺很关键。箔的厚度可以达到1/10密耳,并且可以控制以最大化特定厚度,同时达到特定面积比。这种钢网技术也是制造晶圆级凸点钢网和其他具有极多开口数的应用的主要方法,激光制造无法与之竞争。
本文是两部分专栏的第一部分,重点强调了确保钢网供应商正在采用最新的Gerber编辑技术的重要性。这些软件包产生的一致性将提高一次通过率,减少缺陷,因为开发了经验证的开口库。 此外,钢网制造商使用最新和最佳性能的箔材料来提供最好的SMT钢网,且最大限度地提高一次通过率,减少缺陷是非常重要的。
Greg Smith是BlueRing Stencils公司的钢网技术经理。阅读往期专栏或联系Smith,请点击此处。

