
.jpg)
.jpg)
.jpg)
.jpg)
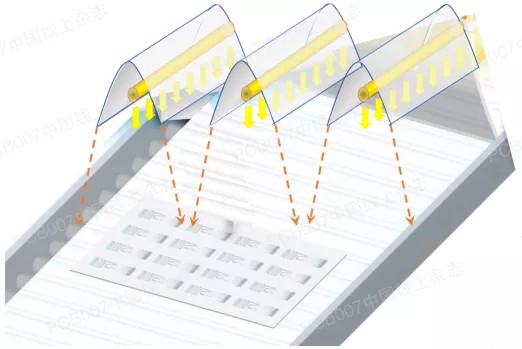
空间选择性
.jpg)

标签:
#PCB
#EMS
#新技术
#光子焊接

